Ինչպե՞ս են ստեղծվում ինժեներական քանոնները:
Պարունակություն
Պողպատե, չուգուն և ալյումինե քանոններ | |
| Հիմնական գործընթացները, որոնց միջով կարող են անցնել պողպատե ուղիղ եզրերը, որպեսզի դրանք ավելի հարմար լինեն իրենց աշխատանքի համար, հետևյալն են. Չուգունի ուղիղ եզրերը հաճախ գցվում են ցանկալի ընդհանուր ձևի, այնուհետև դրանց աշխատանքային մակերեսները ավարտվում են քերելով, հղկելով կամ փաթաթելով: | |
| Ալյումինը հաճախ արտամղվում է, քանի որ այն կարող է լինել իրեր պատրաստելու շատ արագ և խնայող միջոց: Այնուամենայնիվ, արտամղված ալյումինե քանոնը կպահանջի չուգունի տիրակալի նման մշակում, որպեսզի հասնի սալիկի համար անհրաժեշտ ճշգրտությանը: |
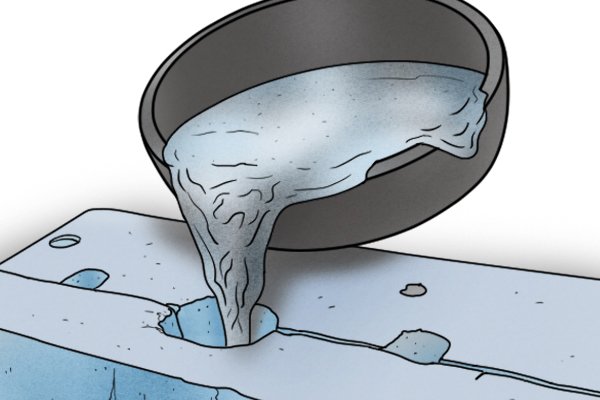
 | ՁուլումՁուլումը արտադրական գործընթաց է, որը ներառում է հալած մետաղը լցնել կաղապարի մեջ, որտեղ այն սառչում է և ստանում կաղապարի ձև: Այս կերպ կարելի է շատ բարդ ձևեր պատրաստել։ Ձուլումը կարող է նվազեցնել կամ, որոշ դեպքերում, վերացնել հաստոցների քանակությունը, որը պահանջում է մի մասը: Ամենից հաճախ դա արվում է երկաթով, թեև պողպատը և ալյումինը կարող են ձուլվել: |
 | Ջերմային բուժումՋերմային մշակումը և կոփումը արտադրական գործընթացներ են, որոնք օգտագործվում են մետաղի և այլ նյութերի ֆիզիկական հատկությունները փոխելու համար: Ջերմային բուժումը բաղկացած է մետաղը շատ բարձր ջերմաստիճանի տաքացումից և այնուհետև կարծրացումից (արագ սառեցում): Սա մեծացնում է մետաղի կարծրությունը, բայց միևնույն ժամանակ այն դարձնում է ավելի փխրուն: |
 | զաքալԿոփումը կատարվում է ջերմային մշակումից հետո և ներառում է նաև մետաղի տաքացում, բայց ջերմային մշակման ժամանակ պահանջվողից ավելի ցածր ջերմաստիճանի, որին հաջորդում է դանդաղ սառեցումը: Կարծրացումը նվազեցնում է մետաղի կարծրությունն ու փխրունությունը՝ մեծացնելով նրա ամրությունը: Վերահսկելով այն ջերմաստիճանը, որով մետաղը տաքացվում է կոփման ժամանակ, կարող է փոխվել մետաղի կարծրության և ամրության վերջնական հավասարակշռությունը: |
 | ԷքստրուզիաԷքստրուզիան ներարկման ձուլման արտադրության տեխնիկա է, որի դեպքում նյութը ձևավորվում է դակիչով, որը մետաղը մղում է միջանցքի միջով: Մատրիցն ունի ձև, որն ապահովում է պատրաստի աշխատանքային մասի ցանկալի խաչմերուկի ձևը: Ալյումինը, ըստ էության, ամենատարածված նյութն է, որն օգտագործվում է էքստրուդացված արտադրության մեջ: |
Գրանիտի հարթ եզրեր | |
 | Ինժեներական գրանիտե քանոնները սկզբում կոպիտ կերպով կտրված են գրանիտի մեծ բլոկից: Դա արվում է մեծ ջրով հովացվող սղոցներով: Հենց որ ընդհանուր ձևը ձեռք բերվի, որպես ինժեներական քանոն օգտագործելու համար պահանջվող ավարտը և ճշգրտությունը ձեռք է բերվում մանրացման, քերիչով կամ թաթախման միջոցով: |
 | ՄանրացնելՀղկումը հղկող մասնիկներից կազմված հղկված հղկման անիվի օգտագործման գործընթացն է՝ նյութը աշխատանքային մասից հեռացնելու համար: Հղկման անիվը սկավառակ է, որը պտտվում է մեծ արագությամբ, և աշխատանքային մասը անցնում է շրջանագծի կողային եզրով կամ մակերեսով: Մանրացնելը կարելի է անել 8 (կոպիտ) մինչև 250 (շատ նուրբ) չափսերով սկավառակներով։ Որքան նուրբ է հացահատիկի չափը, այնքան լավ է մշակված մասի մակերեսի որակը: |
 | ՄաքրումՀղկումը գործընթաց է, որի ընթացքում մշակվող մասի մակերեսը ցրվում է կանխատեսումներից՝ հարթ ավարտված մակերես ստանալու համար: Հղկելը կարող է կատարվել ցանկացած մետաղական մասի վրա, որը պահանջում է հարթ մակերես: |
 | ՀրումՇերտավորումը հարդարման գործընթաց է, որն օգտագործվում է արտադրության մեջ՝ պատրաստի արտադրանքի վրա ավելի հարթ և հարթ մակերես ստանալու համար: Շերտավորումը ներառում է փաթաթման միացություն, որը բաղկացած է հղկող մասնիկներից և յուղերից, որոնք տեղադրվում են աշխատանքային մասի մակերեսի և ծածկող գործիքի միջև: Այնուհետև ծածկող գործիքը տեղափոխվում է աշխատանքային մասի մակերեսով: |
 | Փաթաթման մածուկի հղկող բնույթը վերացնում է աշխատանքային մասի մակերեսի թերությունները և տալիս է ճշգրիտ և հարթ ծածկույթ: Ծածկման համար օգտագործվող հղկող նյութերի ամենատարածված տեսակներն են ալյումինի օքսիդը և սիլիցիումի կարբիդը, որոնց չափսերը տատանվում են 300-ից մինչև 600: |
Ավազով հղկե՞լ, քերել, թե՞ ծակել: | |
 | Հղկելը չի տալիս այնպիսի հարթ մակերես, ինչպիսին է ողողումը կամ հղկումը: Մաքրումը կարող է իրականացվել միայն մետաղական ծածկույթների վրա, ուստի այն չի կարող օգտագործվել գրանիտե ուղիղ եզրեր արտադրելու համար: Ուղիղ եզրի չափը կորոշի, թե արդյոք քերելը կամ ծալելը ավելի լավ որակի ուղիղ եզր է արտադրում: Որպես ընդհանուր կանոն, քերելն ավելի ճշգրիտ է, քան երկար երկարությամբ պտտելը, բայց միակ միջոցը վստահորեն ասելու, թե որ քանոնն ավելի ճշգրիտ կլինի, դա ինժեներական քանոն արտադրող արտադրողների հանդուրժողականություններին նայելն է, որը դուք նախատեսում եք գնել: |

