Ինչպե՞ս են ստեղծվում ֆայլերը:
Պարունակություն
| Ֆայլի պատրաստման հիմնական սկզբունքն է ատամները մետաղական շերտի կտրելը՝ կոպիտ գործիք ստեղծելու համար, որը կարող է քայքայել նյութը ավելի փափուկ մակերեսից: |
 | Թեև ֆայլերը արտադրվել են ձեռքով հարյուրավոր տարիներ, այժմ դրանք կարող են նաև զանգվածային արտադրվել մեքենաների միջոցով: Ցանկացած գործընթաց հետևում է ստորև նկարագրված մեթոդին: |
Ստեղծեք դատարկ | |
 | Ֆայլի պատրաստման գործընթացում առաջին քայլը մետաղական շերտի ստեղծումն է, որը մոտավորապես համապատասխանում է պատրաստի ֆայլի ձևին և չափին: Սա կոչվում է «դատարկ»: |
 | Այս արդյունքին հասնելու համար պողպատը կարելի է կեղծել, հալեցնել և լցնել կաղապարի մեջ՝ ամրանալու համար, կամ սեղմել երկու ծանր գլանափաթեթների միջև, այնուհետև կտրել ցանկալի ձևը: |
Ֆայլի կռում | |
 | Եռացումը մի գործընթաց է, որի ժամանակ պողպատը փափկվում է, որպեսզի ավելի հեշտ լինի աշխատել դրա հետ: |
 | Ֆայլի դատարկը տաքացնում են մինչև մուգ կարմիր դառնա, այնուհետև թողնում են սենյակային ջերմաստիճանում սառչի։ |
 | Քանի որ մետաղական մշակման կտորը տաքացնելը կարող է հանգեցնել դրա դեֆորմացմանը, սառչելուց հետո այն մանրացվում կամ սղոցվում է ցանկալի ձևով: |
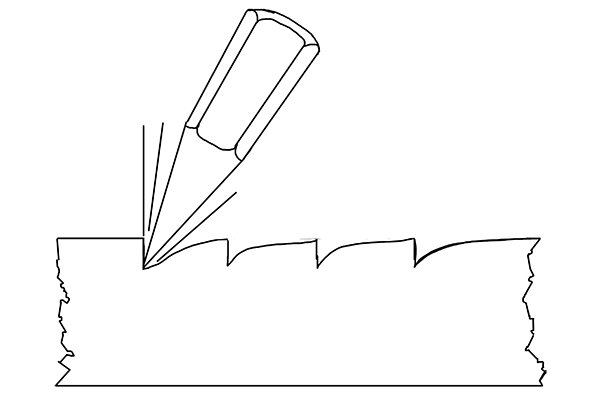
Ատամների կտրում ֆայլով | |
 | Այս փուլում սայրի օգնությամբ ատամները կանոնավոր պարբերականությամբ կտրում են թիթեղը։ |
 | Ատամների անկյունը սովորաբար կազմում է մոտ 40-55 աստիճան թիթեղի մակերևույթի նկատմամբ՝ կախված ֆայլի մեջ կտրվող նախշի տեսակից: Այս անկյունը կոչվում է ֆայլի «առջևի անկյուն»: Լրացուցիչ տեղեկությունների համար տե՛ս Ի՞նչ է ֆայլի կտրումը: |
 | Եթե ատամների անկյունը չափազանց նեղ է, ապա ավելի հավանական է, որ դրանք կպչեն աշխատանքային մասի մակերեսին: Եթե անկյունը չափազանց մեծ է, ավելի հավանական է, որ դրանք կոտրվեն և դուրս գան ֆայլի մարմնից: |
 | Որոշ ֆայլեր կարող են պատրաստվել փոցխման բացասական անկյան տակ, ինչը նշանակում է, որ ատամներն իրականում ուղղված են աշխատանքային մասից, այլ ոչ թե դեպի այն: Այս դեպքում ատամները չեն կտրում նյութը, այլ քերում են այն մակերևույթի վրա՝ քերելով բոլոր անկանոն ուռուցիկները (ուռուցքները) և սեղմելով կտրված նյութը ցանկացած փոքրիկ փորվածքների մեջ (ցածր): |
 | Այս ֆայլերը սովորաբար կտրվում են բարակ ատամներով և օգտագործվում են շատ հարթ մակերես ստանալու համար: |
 | Ռասպի կտրումԱտամները պատրաստվում են եռանկյունաձև դակիչով, որը կտրում է յուրաքանչյուր ատամի միջով առանձին: Ռասպների մասին լրացուցիչ տեղեկությունների համար տե՛ս. Ի՞նչ է խոզապուխտը: |
Ֆայլի կարծրացում | |
 | Ատամները կտրելուց հետո ֆայլը պետք է կարծրացվի կամ կոփվի, որպեսզի այն կարողանա առանց վնասելու այլ նյութերի միջով կտրել: |
 | Ֆայլը կրկին տաքանում է: |
 | Երբ այն հասնում է ցանկալի ջերմաստիճանին, այն ընկղմվում է աղաջուրի մեծ բաղնիքի մեջ և արագ սառչում: |
 | Այս արագ սառեցումը հանգեցնում է նրան, որ պողպատի մոլեկուլային կառուցվածքի հատիկներն ավելի նուրբ են դառնում, ինչը դժվարացնում է այն և տալիս է ավելի մեծ առաձգական ուժ: |
 | Այս գործընթացը կրկնվում է մի քանի անգամ՝ ապահովելու համար, որ պողպատը բավականաչափ կոշտ է, որպեսզի օգտագործվի որպես հղկող նյութ: |
Հոտի փափկեցում | |
 | Կոփման գործընթացի կողմնակի ազդեցություններից մեկն այն է, որ այն կարող է փխրուն դարձնել պողպատը, ինչը մեծացնում է այն ճեղքվելու կամ կոտրվելու հավանականությունը, երբ ընկնում է: |
 | Քանի որ ֆայլի սրունքն ավելի բարակ է, քան մարմնի մնացած մասը, սա պոտենցիալ թույլ կետ է: |
 | Այսպիսով, մնացած ջերմային մշակման ավարտից հետո սրունքը կրկին տաքացվում է և թույլ է տալիս սառչել մինչև սենյակային ջերմաստիճանը: Սա կրկին փափկացնում է սրունքը, դարձնելով այն ավելի քիչ փխրուն և ավելի դիմացկուն վնասների նկատմամբ: |
 | Ֆայլերը, որոնք անցնում են գործընթացի այս մասով, երբեմն կոչվում են «փոփոխական ջերմային բուժում»: |

